Капитальный ремонт головок цилиндров
Удалите нагар из камеры сгорания и ее воздуховодов.
Проверьте наличие трещин и осмотрите уплотнительные поверхности на предмет задиров, выступов или других повреждений.


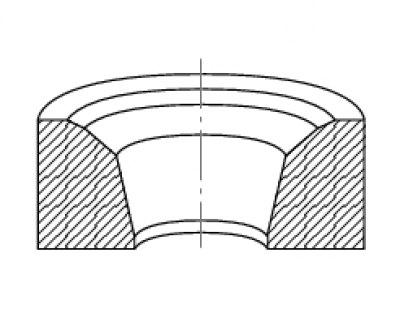
Сопрягаемая поверхность цилиндра должна быть идеально ровной. Если это не так, нанесите алмазную затирку (Толщина от 6 до 12 микрон) на контрольную поверхность и сдвиньте головку блока цилиндров по поверхности, как показано на рисунке, до получения ровной поверхности.

Проверка клапанов
Убедитесь, что шток и контактная поверхность седла клапана находятся в хорошем состоянии. Не должно быть питтингов, трещин, деформаций и признаков износа.
Предупреждение! Клапаны нельзя шлифовать.
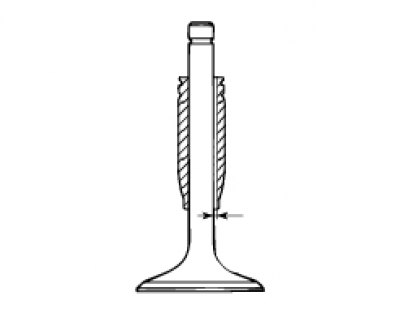
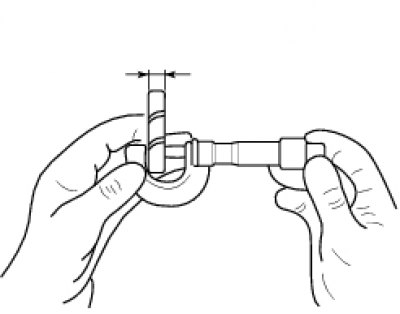
Выполните следующие проверки: измерьте диаметр стержня клапана (D) на различной высоте вдоль части направляющей клапана.

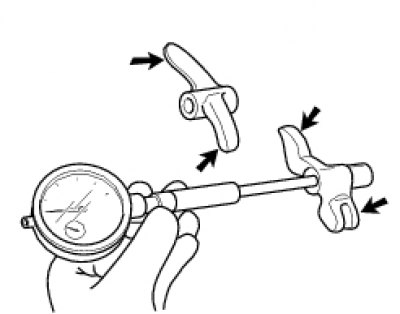
Проверьте ленту головки клапана (под углом 45°к верхней поверхности головки клапана) концентрично штоку клапана следующим образом: поместите клапан на V-образный блок, установите стрелочный индикатор под прямым углом к головке и поверните клапан.
- Предел обслуживания: 0,03 мм.

Проверка седел клапанов
Визуально осмотрите седла клапанов: не должно быть чрезмерных выемок, выбоин и трещин.
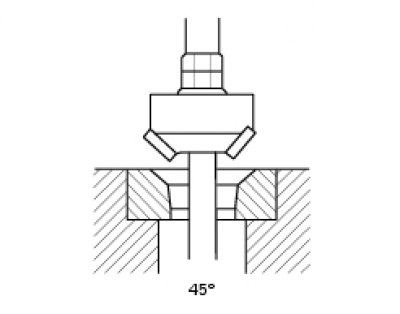
Если седло клапана повреждено незначительно, его можно притереть специальными притирочными инструментами под углом 45°с последующей притиркой клапана к седлам.
Если седла клапанов сильно повреждены, установите седла большего размера. Сменные седла доступны с увеличенным наружным диаметром 0,03 и 0,06 мм.
Осторожно! При замене седел клапанов меняйте и направляющие втулки клапанов.
Замена седла клапана
Снимите изношенные седла, выточив кольца. Будьте очень осторожны, чтобы не повредить корпус седла клапана в головке блока цилиндров.
Проверьте диаметр отверстий головки блока цилиндров и выберите седло клапана увеличенного размера, обеспечивающее посадку с натягом от 0,11 до 0,16 мм. Сменные седла клапанов поставляются с наружным диаметром 0,03 и 0,06 мм.
Нагрейте головку блока цилиндров постепенно и равномерно до 200°C и охладите новые седла клапанов в сухом льду.
Установите седла строго перпендикулярно их отверстиям с помощью подходящего установочного приспособления.

Дайте остыть, а затем притрите седла клапанов, загладьте соединения между воздуховодами и новыми седлами и отшлифуйте клапаны.
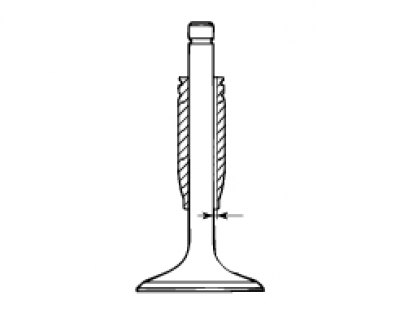
Контактные поверхности клапана и седла
Используйте берлинскую лазурь или смесь сурика и масла, чтобы проверить, что контактная поверхность (W) между клапаном и седлом составляет от 1,0 до 1,5 мм.
Максимально допустимый предел: 2,0 мм.
Отшлифуйте седло, если измеренный размер превышает предельное значение.
Заполнить впускной и выпускной трубопроводы топливом для проверки на герметичность; в случае утечки проверьте уплотнительные поверхности на наличие заусенцев.

Капитальный ремонт направляющих клапанов
Внимательно осмотрите внутреннюю поверхность направляющей клапана: на предмет трещин или деформации. Если направляющая слишком некруглая, используйте инструмент для развертывания, чтобы сделать сопрягаемые поверхности более однородными.
Примечание. При замене направляющей клапана необходимо также заменить клапан. Направляющие впускных клапанов изготовлены из чугуна, а направляющие выпускных клапанов — из бронзы.
Зазор клапана-направляющей клапана
Монтажный зазор: от 0,03 до 0,06 мм.
Максимально допустимый предел износа: 0,08 мм.
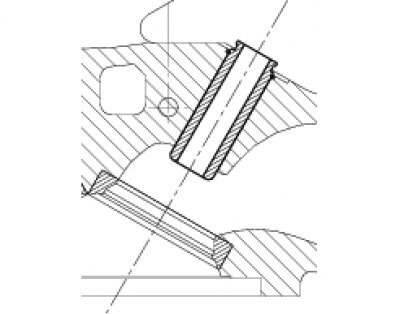
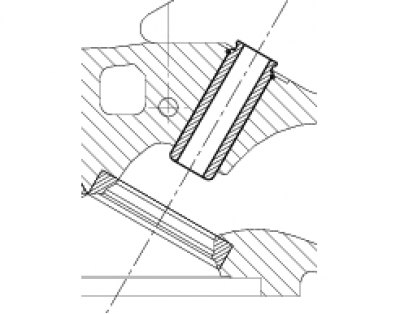
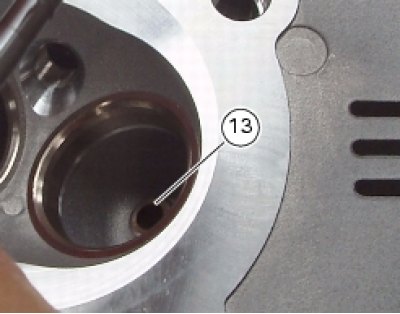
Замена направляющих клапанов
Для замены направляющих клапанов (11) и (13), действуйте следующим образом.
Головку блока цилиндров нагрейте постепенно и равномерно до 200°C.
Выбейте направляющую клапана, используя подходящую оправку (см. рисунок).
Дайте головке блока цилиндров остыть и проверьте состояние седла.
Подобрать наиболее подходящую сменную направляющую клапана, чтобы получить посадку с натягом в отверстии ГБЦ от 0,022 до 0,051 мм; Сменные направляющие клапанов поставляются с наружным диаметром 0,03, 0,06 и 0,09 мм в комплекте со стопорными кольцами.
Снова нагрейте головку блока цилиндров и охладите новую направляющую клапана в сухом льду.
Смажьте седло и установите направляющую клапана так, чтобы стопорное кольцо располагалось напротив головки, используя выколотку, ранее использованную для снятия старой направляющей.
Дайте головке блока цилиндров остыть, затем рассверлите внутреннюю часть новой направляющей клапана.
Капитальный ремонт коромысел
Проверьте наличие признаков износа, канавок или отслаивания хрома.
Проверьте состояние отверстия и вала коромысла.
- номинальный диаметр отверстия коромысла: от 10,040 до 10,062 мм.
- номинальный диаметр вала коромысла: от 10,001 до 10,010 мм.
Убедитесь, что контактные поверхности прокладок и цанг возврата клапана идеально ровные и не имеют признаков износа.
Зазор между валом коромысла и отверстием коромысел
Монтажный зазор должен составлять от 0,03 до 0,06 мм.
Максимально допустимый предел износа: 0,08 мм.
Валы коромысел должны с легким усилием попадать в головку блока цилиндров.
В случае чрезмерного зазора установите валы большего размера на 0,02 мм (доступен в службе запчастей).

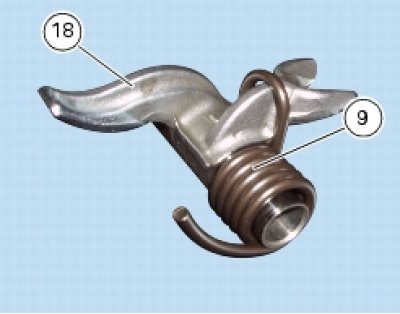
Проверка пружин коромысел
Внимательно осмотрите пружины (9) замыкающих коромыслов (18). Не должно быть никаких признаков растрескивания, деформации или потери эластичности.