
Клапаны подлежат притирке в случае их негерметичного прилегания к седлам. Для проверки герметичности клапанов устанавливаем головку блока цилиндров на горизонтальную ровную поверхность и заполняем камеры сгорания керосином до краев. Если через три минуты уровень керосина в камере сгорания понизился, клапаны негерметичны и требуют притирки.
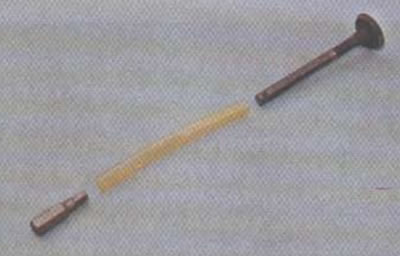
Клапан подлежит замене, если сильно изношен или деформирован его стержень, а также в случае прогара тарелки, что может быть вызвано работой мотора на переобедненной смеси или при использовании некачественного бензина.
Внимание! Снятые клапаны и другие детали клапанного механизма следует устанавливать только на свои места. Не допускается менять детали местами.
1. Металлической щеткой очищаем камеры сгорания и тарелки клапанов от нагара, предварительно размочив его очистителем карбюратора или растворителем.
Внимание! Нельзя очищать нагар без размачивания, сажа является канцерогенным веществом.
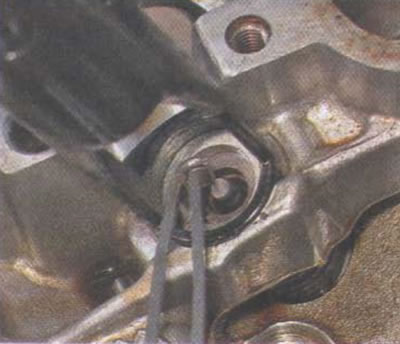
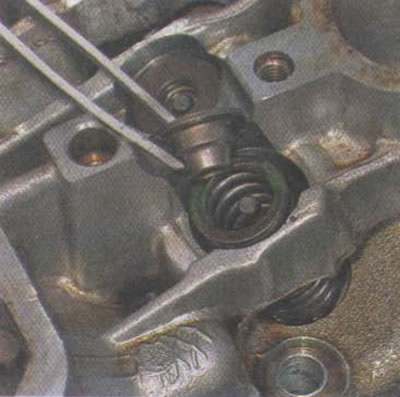
2. Используя любой подходящий универсальный съемник клапанов, сжимаем пружину.

3. Пинцетом извлекаем сухари.
4. Снимаем верхнюю тарелку пружины клапана.
5. Извлекаем пружину клапана.

6. Извлекаем нижнюю тарелку клапана.
7. Отверткой с тонким лезвием поддеваем и пинцетом снимаем маслосъемный колпачок.

8. Вынимаем клапан.

9. Предварительно размочив нагар на внутренней поверхности тарелки клапана и его седле очистителем карбюратора или растворителем, очищаем нагар металлической щеткой.
10. Подбираем подходящий по диаметру к стержню клапана пластиковый или резиновый шланг или трубку, а также сверло или инструментальный наконечник примерно того же диаметра.
Внимание!
- Если во время проливки клапанов керосин вытек быстро, необходимо производить притирку в два этапа: сначала среднезернистой притирочной пастой, а затем мелкозернистой.
- Если уровень керосина за контрольное время проливки лишь немного понизился, допускается одноэтапная притирка клапанов мелкозернистой пастой.
11. Наносим на рабочую кромку клапана притирочную пасту и смазываем седло клапана моторным маслом.

12. Устанавливаем клапан на свое место, зажимаем инструментальную насадку в патрон дрели или шуруповерта. Одной стороной надеваем трубку на насадку, а другой — на стержень клапана. Прижимая клапан со стороны камеры сгорания, попеременно вращаем клапан в разные стороны.
Внимание! Если вы пользуетесь электродрелью, установите низшие обороты вращения патрона. Если электрическим шуруповертом, можно установить максимальные обороты.
13. Обычно для качественной притирки одного клапана необходимо 4-7 минут обработки на каждом этапе.
14. Существует альтернативный способ удерживания клапана при его притирке. Для этого необходимо приобрести специальную присоску подходящего диаметра (в магазине автозапчастей).

15. Присоска укрепляется в патроне дрели, шуруповерта или просто на карандаше. Другой стороной присоска крепится к тарелке клапана, установленного на свое место клапана с нанесенной на кромку притирочной пастой.

16. Перед сборкой узла необходимо особо тщательно промыть и продуть сжатым воздухом головку цилиндра и клапаны во избежание попадания притирочной пасты в направляющие клапанов и в цилиндр. Попадание частиц абразива в пары трения приведет к быстрому и невосстановимому износу деталей и выходу их из строя. Для промывки можно использовать керосин, бензин или очиститель карбюратора.
Внимание! При разборке головки блока цилиндров рекомендуется заменить все маслосъемные колпачки новыми. Поскольку ремонт головки производится относительно редко, вероятность того, что маслосъемные колпачки изношены, достаточно велика.
Перед установкой пружин проверяем их на наличие следов износа, трещин и т. п. Измеряем длину пружин в свободном состоянии, номинальная высота пружины составляет 40,03 мм, предельная (при которой пружина подлежит замене) — 38,50 мм. В случае наличия на пружинах следов повреждений либо сильного износа, заменяем их.
Внимание! Пружины клапанов имеют переменный шаг навивки. Важно установить пружину в правильное положение: более широким шагом вверх.
17. Производим сборку клапанного механизма в обратной последовательности.
18. Производим повторную проверку герметичности способом, указанным выше. При необходимости повторяем притирку негерметичных клапанов.