Проверка зазора клапана
- Обратитесь к Проверка зазора клапана в главе «Периодическое обслуживание».
Регулировка зазора клапана
- Обратитесь к Регулировка зазора клапана в главе «Периодическое обслуживание».
Снятие клапана
- Снять головку блока цилиндров (Смотрите Снятие головки блока цилиндров).
- Снимите толкатель клапана и прокладку.
Отметьте и запишите расположение толкателя клапана и прокладки, чтобы их можно было установить в исходное положение.
- Используя узел сжатия клапанной пружины, снимите клапан.
Специальные инструменты — узел сжатия клапанной пружины [A]: 57001-241
Переходник для сжатия клапанной пружины, ∅ 21 [B]: 57001-1272
Установка клапана
- Замените сальник на новый.
Нанесите моторное масло на кромку сальника.
- Перед установкой клапана нанесите тонкий слой смазки на основе дисульфида молибдена на шток клапана.
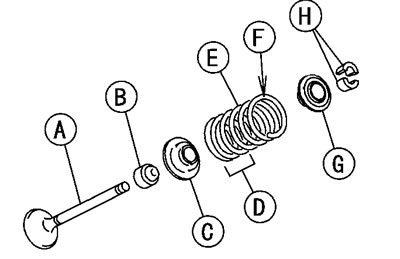
- Установите пружины так, чтобы закрытый конец витка был направлен вниз (сторона, окрашенная в зеленый цвет, обращена вверх).
- Шток клапана [А]
- Сальник [Б]
- Пружинное сиденье [C]
- Закрытый конец катушки [D]
- Клапанная пружина [E]
- Сторона окрашена в зеленый цвет [F]
- Фиксатор [G]
- Сплит Хранители [H]
Снятие направляющей клапана
Снять:
- Клапан (Смотрите Снятие клапана)
- Сальник
- Пружинное сиденье
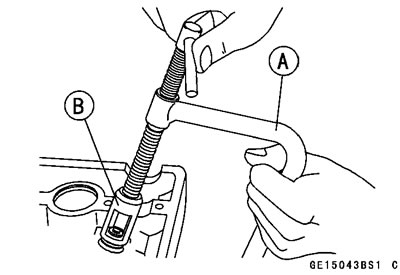
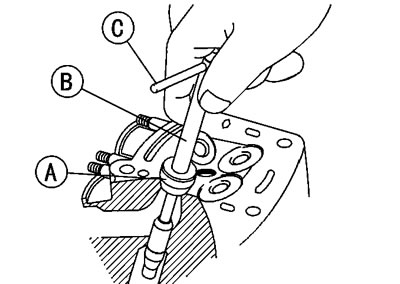
- Нагрейте область вокруг направляющей клапана до 120-150°C (248-302°F), и слегка ударьте по оправке направляющей клапана [A], чтобы снять направляющую с верхней части головки.
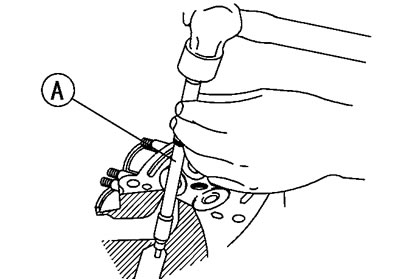
Внимание: Не нагревайте головку блока цилиндров горелкой. Это приведет к деформации головки блока цилиндров. Смочите головку блока цилиндров маслом и нагрейте масло.
Special Tool - Valve Guide Arbor,4.5: 57001-1331
Установка направляющей клапана
- Перед установкой нанесите моторное масло на внешнюю поверхность направляющей клапана.
- Нагрейте область вокруг направляющего отверстия клапана примерно до 120-150°C (248-302°F).
- Вставьте направляющую клапана через верхнюю часть головки, используя оправку направляющей клапана. Фланец не дает направляющей войти слишком далеко.
Special Tool - Valve Guide Arbor,4.5: 57001-1331
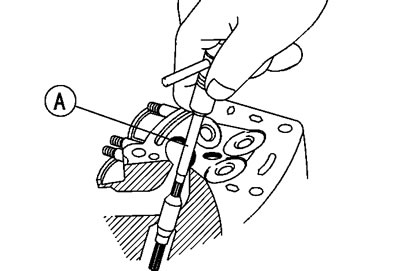
- Подождите, пока головка блока цилиндров остынет, а затем рассверлите направляющую втулку клапана с помощью развертки направляющей клапана [A], даже если старая направляющая используется повторно.
Поворачивайте развертку по часовой стрелке до тех пор, пока она не начнет свободно вращаться в направляющей. Никогда не поворачивайте развертку против часовой стрелки, иначе она затупится.
После рассверливания направляющих их необходимо тщательно очистить.
Специальный инструмент — развертка направляющей клапана, ∅ 4,5: 57001-1333
Измерение зазора между клапаном и направляющей (Метод качания)
Если у вас нет небольшого калибра, проверьте износ направляющей клапана, измерив зазор между клапаном и направляющей клапана методом качания, как указано ниже.
- Вставьте новый клапан [А] в направляющую [В] и установите индикатор часового типа напротив штока перпендикулярно ему как можно ближе к сопрягаемой поверхности головки блока цилиндров.
- Перемещайте шток вперед и назад [C] для измерения зазора между клапаном и направляющей клапана.
- Повторите измерение в направлении, перпендикулярном первому.
Если показание превышает предел эксплуатации, замените направляющую
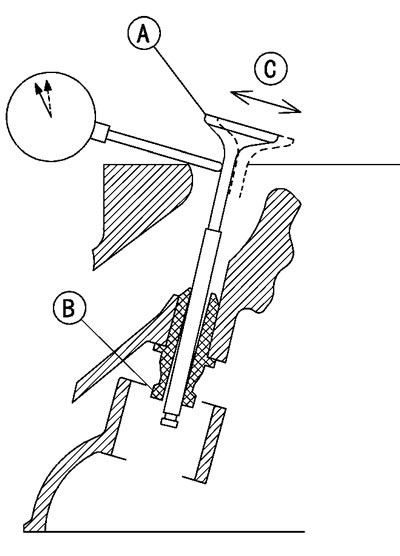
Примечание. Показания не являются фактическим зазором клапана/направляющей втулки клапана, поскольку точка измерения находится над направляющей.
Зазор клапана/направляющей клапана (Метод качания)
Стандарт:
- Выхлоп 0,07-0,14 мм (0,0028–0,0055 дюйма.)
- Входное отверстие 0,02-0,08 мм (0,0008–0,0032 дюйма.)
Лимит обслуживания:
- Выхлоп 0,27 мм (0,0106 дюйма.)
- Вход 0,22 мм (0,0087 дюйма.)
Проверка седла клапана
- Снимите клапан (Смотрите Снятие клапана).
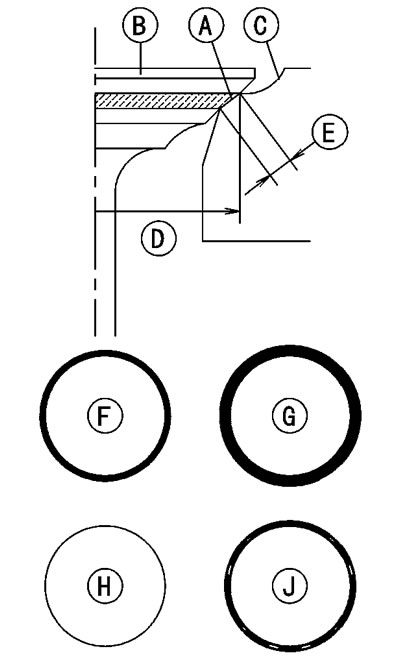
- Проверьте посадочную поверхность клапана [A] между клапаном [B] и седлом клапана [C].
Измерьте внешний диаметр [D] посадочного места на седле клапана.
Если наружный диаметр слишком велик или слишком мал, отремонтируйте седло (Смотрите Ремонт седла клапана).
Наружный диаметр посадочной поверхности клапана
Стандарт:
- Выхлоп 27,6-27,8 мм (1,087–1,094 дюйма.)
- Входное отверстие 32,6-32,8 мм (1,283–1,291 дюйма.)
- Измерьте ширину седла [E] той части, где нет нагара (белая часть) седла клапана штангенциркулем.
- Хорошо [Ф]
Если ширина слишком широкая [G], слишком узкая [H] или неровная [J], отремонтируйте сиденье (Смотрите Ремонт седла клапана).
Ширина посадочной поверхности клапана
Стандарт:
- Выхлоп 0,8-1,2 мм (0,031–0,047 дюйма.)
- Входное отверстие 0,5-1,0 мм (0,020–0,039 дюйма.)
Ремонт седла клапана
- Отремонтируйте седло клапана с помощью фрез для седла клапана [A].
Специальные инструменты — стержень держателя резака седла клапана [C]: 57001-1128
Держатель резца седла клапана, 04.5 [B]: 57001-1330
Для седла выпускного клапана
- Резак седла клапана, 45°- 030: 57001-1187
- Резак седла клапана, 32°- 030: 57001-1120
- Резак седла клапана, 60°- 030: 57001-1123
Для седла впускного клапана
- Резак седла клапана, 45°- 035: 57001-1116
- Резак седла клапана, 32°- 035: 57001-1121
- Резак седла клапана, 55°- 035: 57001-1247
Если инструкции производителя недоступны, используйте следующую процедуру.
Уход за резаком сиденья
1. Эта фреза для седла клапана разработана для шлифования клапана перед ремонтом. Поэтому резак нельзя использовать для каких-либо иных целей, кроме ремонта седла.
2. Не роняйте и не ударяйте фрезу седла клапана, иначе частицы алмаза могут упасть.
3. Обязательно нанесите моторное масло на фрезу седла клапана перед шлифовкой поверхности седла. Также смойте прилипшие к фрезе прилипшие к фрезе частицы промывочным маслом.
Примечание. Не используйте проволочную щетку для удаления металлических частиц с резака. Он удалит алмазные частицы.
4. Установив держатель резака седла клапана в нужное положение, управляйте резаком одной рукой. Не прилагайте слишком много силы к ромбовидной части.
Примечание: Перед заточкой нанесите на фрезу моторное масло, а во время работы смывайте прилипшие к фрезе измельченные частицы промывочным маслом.
5. После использования промойте его промывочным маслом и перед хранением нанесите тонкий слой моторного масла.
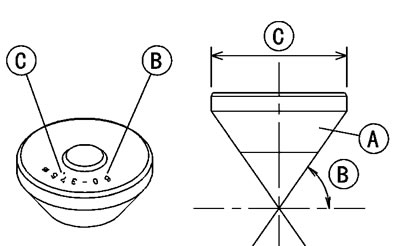
Маркировка, нанесенная на резак
Метки, нанесенные на задней стороне ножа [A], обозначают следующее.
- 60°— Угол резца [B]
- 377.5 — Наружный диаметр фрезы [С]
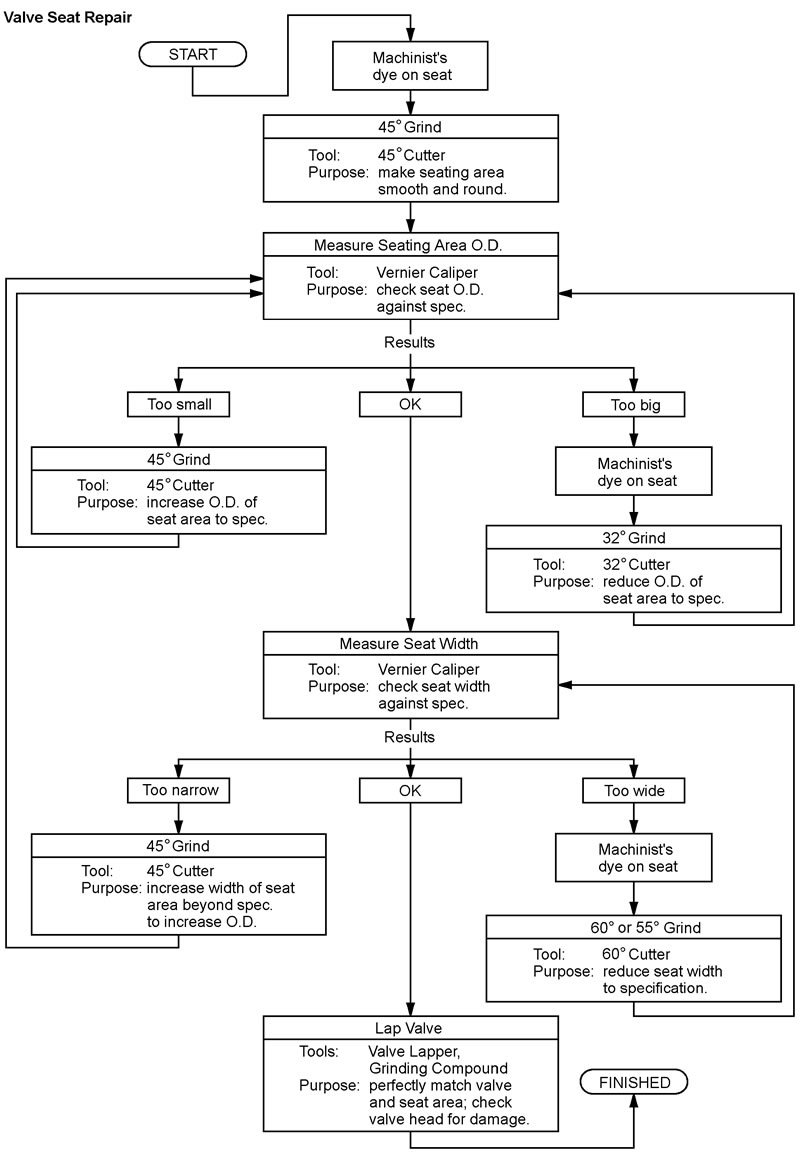
Операционные процедуры
- Тщательно очистите зону сиденья.
- Покройте сиденье машинной краской.
- Вставьте фрезу под углом 45°в держатель и вставьте ее в направляющую клапана.
- Слегка нажмите на ручку и поверните ее вправо или влево. Шлифуйте посадочную поверхность только до тех пор, пока она не станет гладкой.
Внимание: не шлифуйте седло слишком сильно. Перешлифовка приведет к уменьшению зазора клапана из-за утопления клапана в головку. Если клапана слишком глубоко упадут в головку, отрегулировать зазор будет невозможно, и головку блока цилиндров придется заменить.
- Измерьте внешний диаметр посадочной поверхности штангенциркулем.
Если внешний диаметр посадочной поверхности слишком мал, повторите шлифовку под углом 45°, пока диаметр не окажется в пределах указанного диапазона.
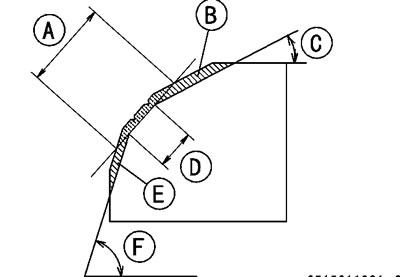
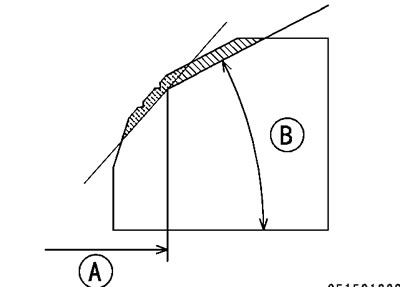
- Увеличенная ширина зацепления [A] за счет обработки фрезой под углом 45°
- Объем грунта [B] фрезой 32°32°[C]
- Правильная ширина [D]
- Объем грунта [E] при угле фрезы 60°или 55°60°или 55°[F]
- Измерьте внешний диаметр посадочной поверхности штангенциркулем.
Если внешний диаметр посадочной поверхности слишком мал, повторите шлифовку под углом 45°[A] до тех пор, пока диаметр не окажется в пределах указанного диапазона.
- Оригинальная посадочная поверхность [B]
Примечание. Удалите все дефекты с поверхности земли под углом 45°. После шлифовки фрезой под углом 45°нанесите тонкий слой машинной краски на посадочную поверхность. Это делает поверхность сиденья четкой и имеет угол наклона 32°и 60° (или 55°) операция шлифования проще. При замене направляющей клапана обязательно отшлифуйте ее фрезой под углом 45°для центрирования и хорошего контакта.
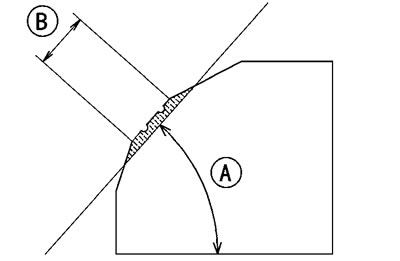
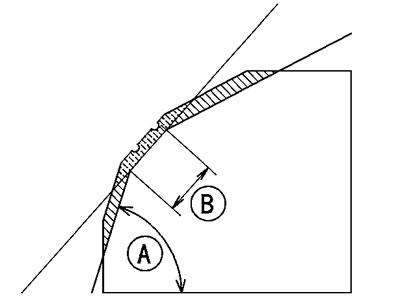
Если наружный диаметр [A] посадочной поверхности слишком велик, выполните заточку под углом 32°, как описано ниже.
Если внешний диаметр посадочной поверхности находится в пределах указанного диапазона, измерьте ширину сиденья, как описано ниже.
- Зашлифуйте седло под углом 32°[B] до тех пор, пока наружный диаметр седла не окажется в пределах указанного диапазона.
Чтобы выполнить заточку под углом 32°, вставьте фрезу под углом 32°в держатель и вставьте ее в направляющую клапана.
Поворачивайте держатель по одному обороту, слегка нажимая на него. Проверяйте сиденье после каждого поворота.
Внимание: нож с углом 32°очень быстро удаляет материал. Регулярно проверяйте внешний диаметр седла во избежание перешлифовки.
После заточки на 32°вернитесь к шагу измерения наружного диаметра седла, описанному выше.
- Чтобы измерить ширину сиденья, используйте штангенциркуль и измерьте ширину части сиденья под углом 45°в нескольких местах вокруг сиденья.
Если ширина седла слишком узкая, повторите шлифовку под углом 45°до тех пор, пока седло не станет слишком широким, а затем вернитесь к шагу измерения наружного диаметра седла, описанному выше.
Если ширина седла слишком велика, выполните заточку на 60°или 55°[A], как описано ниже.
Если ширина седла находится в пределах указанного диапазона, притирайте клапан к седлу, как описано ниже.
- Зашлифуйте седло под углом 60°или 55°, пока ширина седла не окажется в пределах указанного диапазона.
Чтобы выполнить заточку под углом 60°или 55°, вставьте фрезу под углом 60°или 55°в держатель и вставьте ее в направляющую клапана.
Поверните держатель, слегка нажимая на него.
После заточки на 60°или 55°вернитесь к шагу измерения ширины сиденья, указанному выше.
- Правильная ширина [B]
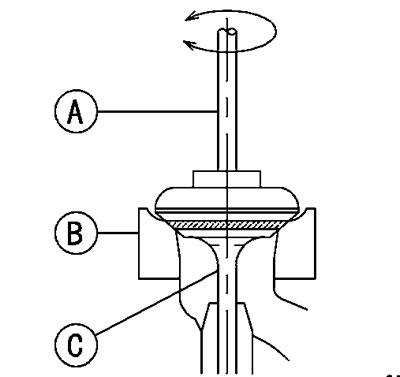
- Притирайте клапан к седлу, как только ширина седла и наружный диаметр окажутся в пределах указанных выше диапазонов.
Нанесите немного грубой шлифовальной пасты на лицевую поверхность клапана в нескольких местах вокруг головки клапана.
Вращайте клапан против седла до тех пор, пока шлифовальная паста не образует гладкую, совпадающую поверхность как на седле, так и на клапане.
Повторите процедуру с мелкошлифовальной пастой.
- Лаппер [А]
- Седло клапана [B]
- Клапан [С]
- Зона посадки должна быть отмечена примерно посередине поверхности клапана.
Если седло находится на клапане в неправильном месте, убедитесь, что клапан является правильной деталью. Если это так, то, возможно, его слишком много переформулировали; замени это.
- B Перед сборкой обязательно удалите всю шлифовальную пасту.
- Когда двигатель собран, обязательно отрегулируйте зазор клапанов (Смотрите Регулировка зазора клапана в главе «Периодическое техническое обслуживание»