
| НОМЕР ЧАСТИ | НАЗВАНИЕ ИНСТРУМЕНТА |
| HD-33446-86 | БОЛТЫ МОМЕНТИВНОЙ ПЛАСТИНЫ |
| HD-33446-B | МОМЕНТИРУЮЩИЕ ПЛАСТИНЫ ЦИЛИНДРОВ |
1. Замочите цилиндр и поршень в очистителе/растворителе, совместимом с алюминием, пока отложения не станут мягкими. Очистите щеткой. Сдуйте отслоившиеся частицы углерода и грязи. Промыть в растворителе.
Предупреждение! Сжатый воздух может проколоть кожу, а летящие частицы сжатого воздуха могут стать причиной серьезной травмы глаз. При работе со сжатым воздухом надевайте защитные очки. Никогда не используйте руку для проверки наличия утечек воздуха или определения скорости воздушного потока.
2. Очистите масляный канал в цилиндре сжатым воздухом низкого давления.
3. Очистите канавки поршневых колец куском компрессионного кольца, отшлифованным до формы долота.
4. Осмотрите поршневой палец и убедитесь, что на нем нет выбоин и задиров.
5. Проверьте втулку поршневого пальца и убедитесь, что она не ослаблена в шатуне, не имеет канавок, выбоин или задиров.
- а. Поршневой палец, правильно установленный на верхнюю втулку шатуна, имеет вылет 0,00125–0,00175 дюйма (0,0317-0,0444 мм) зазор во втулке.
- б. Если зазор между поршневым пальцем и втулкой превышает 0,002 дюйма (0,0508 мм), замените изношенные детали. Смотрите 3.15 ЦИЛИНДР И ПОРШЕНЬ, Втулки шатуна.
6. Очистите канавки стопорного кольца поршневого пальца.
7. Осмотрите поршень и цилиндр на наличие трещин, пригаров, канавок и выбоин.
Примечание. Проверьте шатун на наличие люфта вверх и вниз в нижних подшипниках. При обнаружении люфта вверх и вниз замените маховик и шатун в сборе.
Проверка поверхности прокладки
Примечание. Замените цилиндр и поршень, если поверхность прокладки какого-либо цилиндра не соответствует техническим характеристикам.
1. См. Рисунок 3-72. Проверьте верхнюю часть цилиндра (голова) поверхность прокладки плоская в пределах 0,006 дюйма (0,15 мм).
- а. Положите прямой край на поверхность.
- б. Вставьте щуп между линейкой и поверхностью прокладки.

Рисунок 3-72. Проверка поверхностей прокладок
2. Убедитесь, что поверхность прокладки основания цилиндра плоская с точностью до 0,008 дюйма (0,20 мм).
- а. Проложите линейку по поверхности.
- б. Вставьте щуп между линейкой и поверхностью прокладки.
Измерительный диаметр цилиндра
1. См. Рисунок 3-73. Удалите заусенцы с поверхностей прокладки цилиндра.
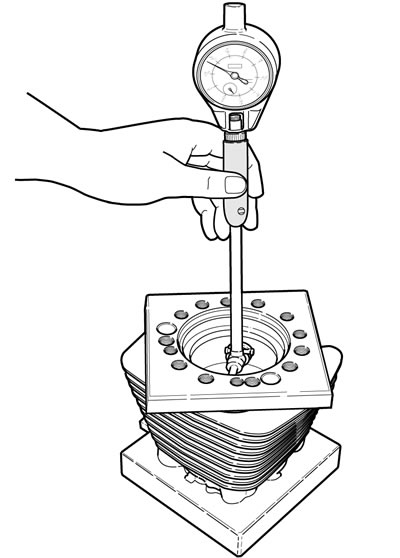
Рисунок 3-73. Измерительный диаметр цилиндра
2. Установите прокладку головки и основания, а также МОМЕНТИВНЫЕ ПЛАСТИНЫ ЦИЛИНДРОВ (Номер детали HD-33446-B) и БОЛТЫ МОМЕНТИВНОЙ ПЛАСТИНЫ (Номер детали HD-33446-86). Затягивайте головку блока цилиндров в последовательности моментов затяжки. Смотрите 3.16 КАПИТАЛЬНЫЙ РЕМОНТ ВЕРХНЕЙ ЧАСТИ: СБОРКА, Крышка цилиндра.
Примечание. Торсионные пластины имитируют условия эксплуатации. Без торсионных пластин измерения различаются на 0,001 дюйма (0,025 мм).
3. Измерьте диаметр цилиндра по кольцевой траектории, начиная примерно с 1/2 дюйма (13 мм) от верха цилиндра, измеряя спереди назад, а затем из стороны в сторону. Запишите показания.
4. Измерьте верхнюю, центральную и нижнюю часть кольцевой дорожки. Запишите показания. Определите, не является ли цилиндр некруглой, суженной или выпуклой. См. Таблицу 3-31.
Таблица 3-31. Пределы эксплуатационного износа цилиндра
| ДИАМЕТР ОТВЕРСТИЯ | ХL 883 | ХL 1200* | ||
| in | mm | in | mm | |
| Стандартное отверстие | 3,0035 | 76,289 | 3.5008 | 88.920 |
| 0,005 дюйма (0,13 мм) Негабаритный | 3,0078 | 76.398 | 3.5050 | 89.027 |
| 0,010 дюйма (0,25 мм) ОС | 3.0128 | 76,525 | 3.5100 | 89.154 |
* XR 1200X: поршни увеличенного размера недоступны. Замените поршень и/или цилиндр, если износ превышает пределы.
Примечание. Если зазор поршня превышает эксплуатационный предел, цилиндры следует расточить и отточить до следующего стандартного размера. Установите цилиндр с поршнем увеличенного размера и кольцами. Не устанавливайте поршень с затяжкой более 0,0007 дюйма (0,018 мм). Смотрите 3.2 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ.
Измерение посадки поршня на цилиндр
Примечания:
- Это измерение чувствительно к нагреву. И поршень, и цилиндр должны иметь комнатную температуру. Слишком долгое удержание поршня в руке может привести к отклонению результатов измерения на целых 0,002 дюйма (0,051 мм).
- См. Рисунок 3-74. Измерения проводятся на голом алюминии, чтобы избежать ошибок измерения. На каждой стороне поршня в покрытии имеются отверстия овальной формы для размещения микрометра.
- См. Рисунок 3-75. Овальные отверстия слишком малы для стандартного микрометра с плоской наковальней. Используйте микрометр с лезвием 3–4 дюйма или шариковой наковальней или микрометр 4–5 дюймов со сферическими переходниками с шариковой наковальней.
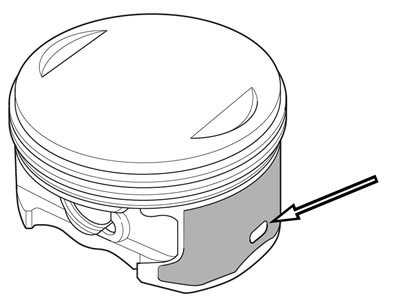
Рисунок 3-74. Область измерения
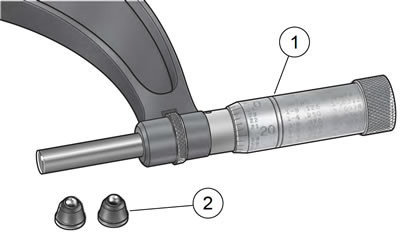
Рисунок 3-75. Микрометр с адаптерами для упоров: 1. 4-5-дюймовый микрометр; 2. Адаптер сферической шариковой наковальни (2)
1. Измерьте юбку поршня по овальным отверстиям. Перенесите это измерение на циферблатный нутометр.
Примечание. Установите стопорные пластины на цилиндр.
2. Отметьте маркером верхнюю, среднюю и нижнюю часть зоны перемещения поршневого кольца. Измерьте отметки на цилиндре параллельно и перпендикулярно коленчатому валу.
3. Замените поршень и/или цилиндр, если рабочий зазор превышает 0,003 дюйма (0,076 мм).
Расточные и хонинговальные цилиндры
1. В цилиндре необходимо расточить прокладки и прикрепить противозадирные пластины. Расточить цилиндр до 0,003 дюйма (0,08 мм) под желаемый готовый размер.
Примечание. Установив противооткатные пластины, отхонингуйте цилиндр со стороны картера.
2. Для хонингования цилиндра используйте жесткий хонинговальный станок с зернистостью 280, а затем гибкий шариковый хонинговальный станок с зернистостью 240. Работайте над узором штриховки под углом 60 градусов.
Окончательные размеры отверстий цилиндров измеряются после хонингования. См. Таблицу 3-32.
Примечания:
- Когда цилиндр требует расточки более 0,010 дюйма (0,25 мм), замените цилиндр.
- Замените цилиндр, если он имеет потертости или бороздки.
- Если диаметр цилиндра не менялся, используйте оригинальный поршень. Замените кольца. Отточите стенки цилиндра с помощью гибкого шарикового хонинговального станка с зернистостью № 240.
Примечание. Если не удалить все абразивные частицы, это может привести к преждевременному износу цилиндров, поршней и колец, а также к выходу из строя двигателя.
3. Тщательно промойте отверстие цилиндра жидким мылом для мытья посуды и теплой водой, чтобы удалить все абразивные частицы и остатки песка. Продолжайте чистку до тех пор, пока на чистой тряпке не останется грязи и мусора.
Предупреждение! Сжатый воздух может проколоть кожу, а летящие частицы сжатого воздуха могут стать причиной серьезной травмы глаз. При работе со сжатым воздухом надевайте защитные очки. Никогда не используйте руку для проверки наличия утечек воздуха или определения скорости воздушного потока.
4. Промойте цилиндр горячей водой. Высушите свободным от влаги сжатым воздухом низкого давления.
5. Немедленно нанесите тонкий слой чистого моторного масла на чистое белое бумажное полотенце и тщательно протрите внутреннюю часть цилиндра.
Примечание. После протирания цилиндра чистым, промасленным бумажным полотенцем полотенце станет темным от загрязнений. Повторяйте этот процесс каждый раз, используя новое, слегка смазанное маслом бумажное полотенце, пока полотенце не останется белым. Теперь цилиндр чистый.
6. При комнатной температуре цилиндра проверьте зазор поршня в цилиндре, в котором будет работать поршень.
Таблица 3-32. Размеры конечного отверстия цилиндра
| ДИАМЕТР ОТВЕРСТИЯ | ХL 883 | ХL 1200** | ||
| in | mm | in | mm | |
| Стандартное отверстие* | 3.0005 | 76.213 | 3,4978 | 88,844 |
| 0,005 дюйма (0,13 мм) ОС | 3.0048 | 76,323 | 3.502 | 88,95 |
| 0,010 дюйма (0,25 мм) ОС | 3,0098 | 76.449 | 3.507 | 89.08 |
*Все размеры отверстий + 0,0002 дюйма (0,00508 мм)
**XR 1200X: Поршни увеличенного размера недоступны. Замените поршень и/или цилиндр, если износ превышает пределы.
Установка поршневых колец
См. Рисунок 3-76. Поршневые кольца бывают двух типов: компрессионные и маслосъемные. Два компрессионных кольца расположены в двух верхних канавках поршневых колец. Точка на втором компрессионном кольце должна быть обращена вверх. Доступны комплекты колец, подходящие для поршней стандартных и увеличенных размеров.
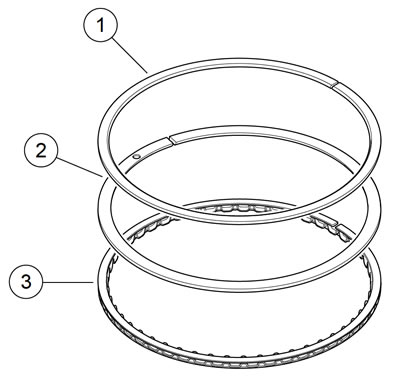
Рисунок 3-76. Поршневые кольца: 1. Верхнее кольцо: установите любой стороной вверх; 2. Второе кольцо: установите точку вверху; 3. Маслосъемные кольца
Комплекты поршневых колец должны быть правильно установлены на поршень и цилиндр:
1. См. Рисунок 3-77. Поместите поршень в цилиндр примерно на 1/2 дюйма (13 мм) сверху. Установите проверяемое кольцо внутри цилиндра, прямо напротив поршня. Снимите поршень и проверьте зазор в замке кольца толщиномером. Смотрите 3.2 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ.

Рисунок 3-77. Измерение торцевого зазора кольца
Примечания:
- Всегда удаляйте глазурь или хонингуйте цилиндр перед установкой новых колец.
- Всегда используйте новые поршневые кольца. Поршневые кольца берутся комплектом и не подлежат повторному использованию.
- Замените кольцо, если торцевой зазор превышает спецификацию. Смотрите 3.2 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ.
- Если торцевой зазор соответствует спецификации, отпилите кольцевой зазор. Недостаточный кольцевой зазор может привести к поломке кольца, задиру цилиндра или заклиниванию поршня.
- Спецификации торцевых зазоров колец применимы к кольцам для поршней увеличенного размера.
Предупреждение! Сжатый воздух может проколоть кожу, а летящие частицы сжатого воздуха могут стать причиной серьезной травмы глаз. При работе со сжатым воздухом надевайте защитные очки. Никогда не используйте руку для проверки наличия утечек воздуха или определения скорости воздушного потока.
2. Продуйте загрязнения из отверстий для слива масла поршня и кольцевых канавок сжатым воздухом низкого давления. Нанесите чистое моторное масло на канавки поршневых колец.
3. См. Рисунок 3-78. Установить пружину расширителя маслосъемного кольца. Убедитесь, что концы пружины направлены вверх. Вверните нижнее маслосъемное кольцо в пространство в кольцевой канавке под пружиной расширителя. Расположите зазор маслосъемного кольца под углом 90 градусов к зазору в пружине расширителя. Вверните верхнее маслосъемное кольцо в пространство в кольцевой канавке над пружиной расширителя. Расположите зазор маслосъемного кольца на 180 градусов относительно зазора в нижнем маслораспределительном кольце.
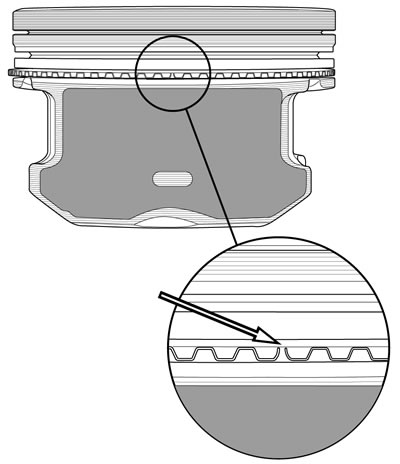
Рисунок 3-78. Установка пружины расширителя маслосъемного кольца (типичный)
4. См. Рисунок 3-79. Используйте инструмент для расширения поршневых колец, чтобы надеть компрессионные кольца на поршень в соответствующие канавки. Сначала установите второе компрессионное кольцо, затем верхнее компрессионное кольцо. Будьте предельно осторожны, чтобы не расширить и не перекрутить кольца, а также не повредить поверхность поршня при установке колец.
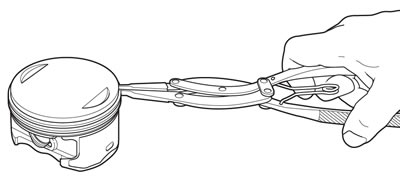
Рисунок 3-79. Установка поршневых колец
Примечание. Установите второе компрессионное кольцо точкой к верхней части поршня.
5. См. Рисунок 3-80. Расположите кольца так, чтобы торцевые зазоры соседних колец находились под углом не менее 90 градусов друг от друга. Зазоры в кольцах не должны находиться в пределах 10 градусов от осевой линии упорной поверхности.
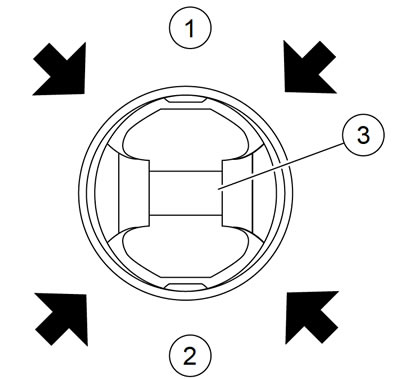
Рисунок 3-80. Расположить торцевые зазоры колец по стрелкам
6. См. Рисунок 3-81. Проверьте правильный боковой зазор с помощью толщиномера, как показано на рисунке. Смотрите 3.2 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ.
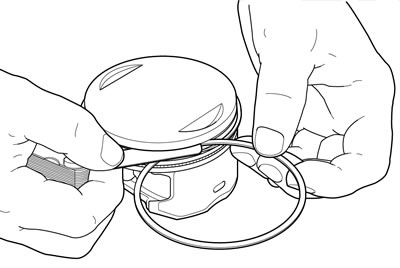
Рисунок 3-81. Измерение зазора кольца в канавке
Примечание. Если кольцевые канавки чистые, а боковой люфт по-прежнему неправильный, замените кольца, поршень или и то, и другое.