
| НОМЕР ЧАСТИ | НАЗВАНИЕ ИНСТРУМЕНТА |
| Б-35758-52А | РЕЗАК ПИЛОТ |
| HD-34751 | ЩЕТКА ДЛЯ ЧИСТКИ НАПРАВЛЯЮЩИХ КЛАПАНА |
| HD-35758-С | КОМПЛЕКТ РЕЗОК СЕДЛА КЛАПАНА NEWAY |
| HD-39786 | КРЕПЛЕНИЕ ГОЛОВКИ ЦИЛИНДРА |
Примечания:
- Перед заменой торцовки убедитесь, что зазор между штоком клапана и направляющей клапана правильный. См. Таблицу 3-29. Если необходимо установить новые направляющие клапанов, см. 3.14 ГОЛОВКА ЦИЛИНДРОВ, Замена направляющих клапанов и выполните эту задачу, прежде чем приступать к монтажу седел клапанов.
- Данная процедура не основана на притирке клапанов. Конечным результатом является посадка с натягом между торцом клапана под углом 45 градусов и седлом клапана под углом 46 градусов.
Приобретите новый клапан, если при шлифовке остается допуск менее 0,0313 дюйма (0,795 мм). Клапан в таком состоянии не садится нормально, легко возгорается, может треснуть или вызвать преждевременное зажигание.
1. Закрепите головку блока цилиндров для проведения обслуживания.
- а. Резьба 12 мм на конце приспособления для фиксации головки цилиндра (Номер детали HD-39786) в отверстие для свечи зажигания в головке блока цилиндров.
- б. Зажмите приспособление в тисках. Затяните головку блока цилиндров на приспособлении, чтобы предотвратить любое движение во время работы.
- в. Расположите головку блока цилиндров под углом 45 градусов или под углом, обеспечивающим удобное рабочее положение.
2. Чтобы определить правильное расположение седла клапана под углом 46 градусов в головке, измерьте ширину клапана. Вычтите 0,080 дюйма (2,032 мм) с этого номера.
3. Установите штангенциркуль на меньшее значение и зафиксируйте его для быстрого ознакомления. Это расположение седла вашего клапана.
4. С помощью перманентного маркера выделите область седла клапана, которую нужно вырезать. Выделите все три угла. Дайте маркеру высохнуть.
Примечания:
- Очистите лезвия резака и направляющую резака. Подходящая чистящая щетка входит в комплект инструментов Neway.
- Очистите направляющую клапана изнутри ЩЕТКОЙ НАПРАВЛЯЮЩЕЙ КЛАПАНА.
5. См. Рисунок 3-65. Получите НАБОР РЕЗКИ СЕДЛА КЛАПАНА NEWAY (Номер детали HD-35758-C). Выберите правильный CUTTER PILOT (Деталь № B-35758-52A). Надежно установите пилот, нажав и повернув его с помощью установочного инструмента, входящего в комплект инструментов.
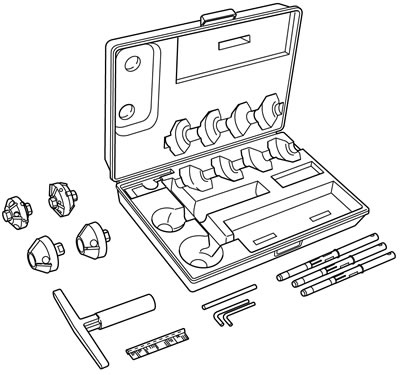
Рисунок 3-65. Набор резцов седла клапана Neway (Номер детали. HD-35758-С)
6. Выберите подходящую фрезу с углом 46 градусов (впуск или выпуск) и аккуратно наденьте резак на направляющую. Не роняйте фрезу на седло клапана.
Примечание. Не удаляйте больше металла, чем необходимо.
7. Применяйте постоянное давление. Обрежьте седло до однородной поверхности и удалите питтинг.
Примечания:
- Если ширина угла очистки с одной стороны седла клапана больше, чем с другой, замените направляющую клапана.
- После выполнения разреза под углом 46 градусов канавка, прорезанная полностью вокруг седла клапана, указывает на изношенные лезвия фрезы. Это состояние можно исправить, расположив лезвия в шахматном порядке. Ослабьте все лезвия. Слегка переместите каждое лезвие в противоположных направлениях на резаке. Инструмент, необходимый для ослабления лезвий, поставляется в наборе инструментов. Постоянный магический маркер через каждые 90 градусов поможет определить, где находятся новые углы.
8. Зафиксируйте штангенциркуль в заданном положении. Измерьте разрез под углом 46 градусов на самом внешнем крае в самой широкой точке круга, чтобы определить следующий разрез.
- а. Если срез под углом 46 градусов слишком высок (в сторону камеры сгорания), используйте фрезу под углом 31 градус, чтобы опустить седло клапана ближе к порту.
- б. Если срез под углом 46 градусов слишком мал, используйте резак под углом 60 градусов, чтобы поднять седло клапана или отодвинуть его от порта.
Примечания:
- Поскольку вы используете верхний размер седла клапана в качестве ориентира, обычно необходимо использовать фрезу под углом 31 градус после первоначального разреза под углом 46 градусов.
- Всегда отмечайте седло клапана перманентным маркером, чтобы проверить расположение седла клапана под углом 46 градусов.
9. Если расположение седла клапана неправильное, повторите два предыдущих шага.
10. Когда вы полностью зачистите угол 46 градусов и ширина составит не менее 0,062 дюйма, (1,575 мм), перейдите к следующему шагу.
11. Выберите подходящую фрезу под углом 60 градусов и осторожно продвиньте фрезу по направляющей фрезы к седлу клапана.
12. Удалите ровно столько материала, чтобы обеспечить равномерную ширину седла клапана 0,040–0,062 дюйма (1,016-1,575 мм).
13. Снимите фрезу и направляющую фрезы.
14. Повторите процедуру для любого седла клапана, нуждающегося в обслуживании.
15. Вставьте клапан в направляющую клапана и нижнюю часть седла клапана. Расположите порт головки блока цилиндров вверх, слегка надавив большим пальцем на клапан. Заполните порт растворителем, чтобы герметично прикрепить клапан к седлу.
Примечание. Удерживайте давление на клапане не менее 10 секунд. В случае возникновения утечки осмотрите седло клапана на наличие неровностей или дефектов и при необходимости повторите описанный выше процесс резки.
16. Очистите клапаны, головку блока цилиндров и седла клапанов в растворителе. Затем тщательно промойте в горячей мыльной воде.
17. Очистите отверстия направляющих клапанов ЩЕТКОЙ ДЛЯ ЧИСТКИ НАПРАВЛЯЮЩИХ КЛАПАНА (Номер детали HD-34751) и горячая мыльная вода.
Предупреждение! Сжатый воздух может проколоть кожу, а летящие частицы сжатого воздуха могут стать причиной серьезной травмы глаз. При работе со сжатым воздухом надевайте защитные очки. Никогда не используйте руку для проверки наличия утечек воздуха или определения скорости воздушного потока.
18. Продуйте детали насухо сжатым воздухом низкого давления.

Рисунок 3-66. Размеры впускного и выпускного клапана и седла: 1. Седло клапана; 2. Клапан; 3. Маржа: не менее 0,0313 дюйма (0,795 мм); 4. Ширина седла клапана: 0,040–0,062 дюйма (1,016-1,575 мм)
Замена седел клапанов
Замена седла клапана – сложная операция, требующая специального оборудования. Если седло клапана ослаблено или установлено не полностью, передача тепла от клапана будет нарушена. Поверхность седла клапана должна находиться на одном уровне с поверхностью головки или ниже нее. Смотрите 3.2 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ.