
| НОМЕР ЧАСТИ. | НЬЮЭЙ НЕТ. | СПЕЦИАЛЬНЫЙ ИНСТРУМЕНТ |
| HD-45333 | Держатель головки блока цилиндров | |
| HD-39786 | Крепление головки блока цилиндров | |
| HD-35758-51 | пилот 6 мм | |
| HD-35758-53 | 203 | 46731°Fреза седла выхлопной системы |
| HD-35758-54 | 271 | Фреза седла впускного отверстия 70° |
| HD-35758-А | 622 | Фреза седла впускного отверстия 46°/31° |
| HD-34751 | Чистящая щетка |
Примечание. Перед повторной облицовкой проверьте правильность зазора между штоком клапана и направляющей втулки клапана. См. Таблицу 3-6. Если необходимо установить новые направляющие, выполните эту задачу перед заменой клапанов и седел.
Примечание. Данная процедура не основана на притирке клапанов. Конечным результатом является посадка с натягом между клапаном 45 и седлом клапана 45.
1. См. Рисунок 3-58. Используйте приспособление для фиксации головки цилиндра (HD-39786) и ДЕРЖАТЕЛЬ ГОЛОВКИ ЦИЛИНДРА (HD-45333) чтобы закрепить головку блока цилиндров для обслуживания.
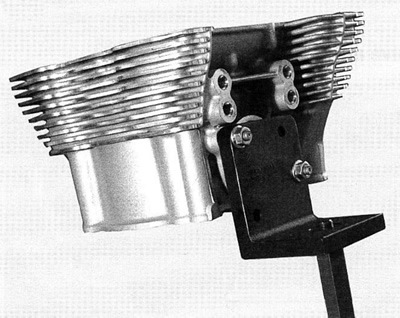
Рисунок 3-58. Держатель головки блока цилиндров
2. Из НАБОРА РЕЗКИ СЕДЛА КЛАПАНА NEWAY (HD-35758A) используйте #622 и уменьшите потребление (#203 для выхлопа) Угол седла клапана до 46°. Не удаляйте больше металла, чем необходимо для очистки сиденья (то есть обеспечить равномерную отделку и удалить точечную коррозию).
3. Чтобы определить правильное расположение седла клапана 46°в головке, измерьте ширину используемого клапана и вычтите 1,02 мм (0,040 дюйма.) с этого номера.
4. Установите штангенциркуль на меньшее значение и зафиксируйте его для быстрого ознакомления. Это расположение седла вашего клапана.
5. С помощью перманентного маркера выделите область седла клапана, которую нужно обрезать, и обязательно выделите все три угла. Прежде чем продолжить, дайте маркеру высохнуть.

Рисунок 3-59. Разметить седло клапана
Примечание. Перед началом процесса резки всегда проверяйте, чтобы лезвия и направляющая резака были чистыми. Подходящая чистящая щетка входит в комплект инструментов Neway. Также убедитесь, что внутренняя часть направляющей клапана чистая, используя ЩЕТКУ ДЛЯ ЧИСТКИ Kent-Moore (HD-34751).
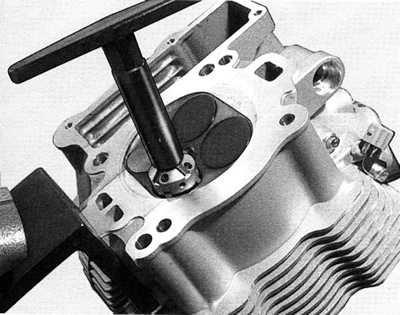
Рисунок 3-60. Резак Neway
6. Выберите режущий пилот, который правильно вставляется в направляющее отверстие клапана, и надежно установите пилот, нажимая вниз и поворачивая с помощью установочного инструмента, входящего в комплект инструментов.
7. Выберите подходящую фрезу с углом 46° (впуск или выпуск) и осторожно наденьте резак на пилот, стараясь не уронить резак на сиденье.
8. Применяя постоянное и равномерное давление, удалите ровно столько материала, чтобы обеспечить полную очистку угла 46°.
Примечание. Если ширина угла очистки с одной стороны сиденья больше, чем с другой, возможно, направляющую необходимо заменить из-за неправильной установки.
Примечание. Если после разреза под углом 46°вы обнаружите канавку, полностью вырезанную вокруг седла, это означает, что лезвия резака выровнены и их необходимо расположить в шахматном порядке. Это достигается путем отсоединения всех лезвий от корпуса резака и небольшого перемещения каждого лезвия в опоре в противоположных направлениях на резаке. Инструмент, необходимый для ослабления лезвий, поставляется в наборе инструментов. Постоянный магический маркер через каждые 90°поможет определить, где находятся новые углы.
9. Затем, зафиксировав штангенциркуль в заданном положении, измерьте разрез под углом 46°на самом внешнем крае в самой широкой точке круга, чтобы определить, какой разрез нужно сделать дальше.
- а. Если срез 46°слишком высокий (в сторону камеры сгорания), используйте фрезу 30°, чтобы опустить седло клапана ближе к порту.
- б. Если срез 46°слишком мал, а ширина седла клапана слишком широка, используйте срез 70° (только прием) резак, чтобы поднять седло клапана или отодвинуть его от порта.
Примечание. Поскольку верхний размер седла клапана используется в качестве ориентира, обычно необходимо использовать фрезу 31°после первоначального среза 46°.
Примечание. На двигателях Flevolution не срезайте нижний угол седла выпускной системы.
Примечание. Всегда отмечайте седло клапана перманентным маркером, чтобы точно определить местоположение седла клапана 46.
10. Если расположение седла клапана неправильное, повторите шаги с 6 по 8.
11. При полной зачистке угла 46°и ширине не менее 0,750 мм (0,029 дюйма.) для всасывания или 1050 мм (0,041 дюйма.) для выхлопа перейдите к следующему шагу.
12. Выберите подходящую фрезу с углом 70° (для приема) и осторожно продвиньте фрезу по направляющей фрезы к седлу клапана. Выхлоп не имеет нижнего угла.
13. См. Рисунок 3-57. Удалите ровно столько материала, чтобы обеспечить правильную ширину седла клапана.

Рисунок 3-57. Размеры клапана и седла
14. Снимите направляющую резака, тщательно промойте головку и полностью высушите.
15. Повторите процедуру для любого седла клапана, требующего обслуживания.
16. Вставьте клапан, который будет использоваться, в направляющую клапана и нижнюю часть седла клапана. Поместив порт головки блока цилиндров вверх и слегка надавив большим пальцем на клапан, полностью заполните порт растворителем, чтобы убедиться в правильности уплотнения между клапаном и седлом клапана.
Примечание. Удерживайте давление на клапане не менее 10 секунд. В случае возникновения утечки осмотрите седло клапана на наличие неровностей или дефектов и при необходимости повторите описанный выше процесс резки.