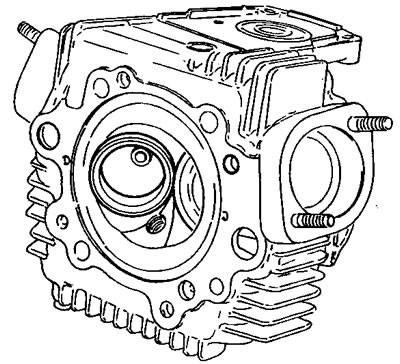
Седло клапана
Седло клапана не должно быть слишком утоплено и не должно иметь признаков выбоин или трещин.
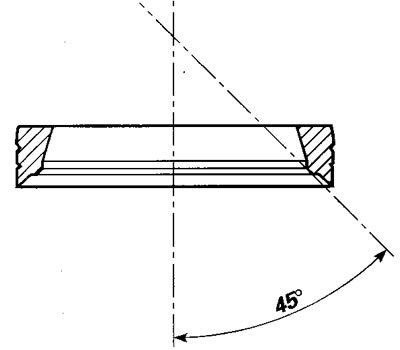
Если седло слегка повреждено, отшлифуйте клапаны, а затем отфрезеруйте седло, используя однолезвийные фрезы под углом 45°.

Направляющая клапана
Тщательно проверьте внутреннюю поверхность направляющей клапана: на ней не должно быть следов трещин и деформации. Если имеется чрезмерный овал, используйте развертку, чтобы сгладить поверхность соединения.
Примечание. При замене направляющей клапана необходимо заменить и клапан. Направляющие впускных клапанов чугунные, направляющие выпускных — бронзовые.
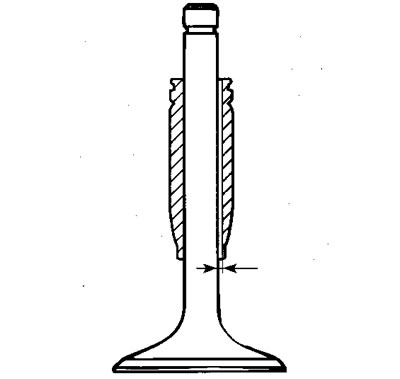
Клапан
Убедитесь, что шток и поверхность контакта с седлом клапана находятся в хорошем состоянии. Не должно быть питтингов, трещин, деформаций и признаков износа.

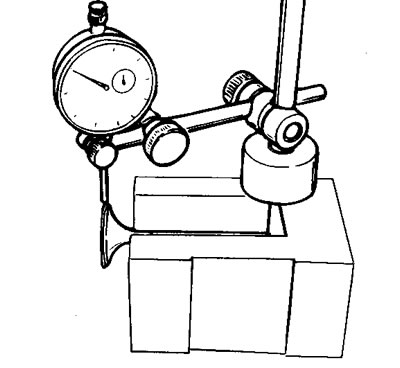
Выполните следующие тесты: измерьте диаметр штока (Б) на различной высоте рабочей зоны клапана в направляющей клапана. Проверьте концентричность поверхности головки под углом 45°по отношению к штоку, поместив циферблатный индикатор на прямую линию с головкой и повернув клапан на V-образном эталонном блоке.
Предел износа: 0,03 мм/0,0012 дюйма.
Муфта клапан-направляющая клапана
Зазор муфты: 0,02–0,05 мм/0,00078–0,00196 дюйма.
Максимальный предел износа: 0,08 мм/0,00314 дюйма.
Муфта клапан-седло клапана
Проверьте, используя берлинскую лазурь или смесь сурика и масла, что контактная поверхность (Вт) между клапаном и седлом составляет 1,0–1,5 мм/0,039–0,059 дюйма.
Максимальный предел: 2,0 мм/0,078 дюйма.
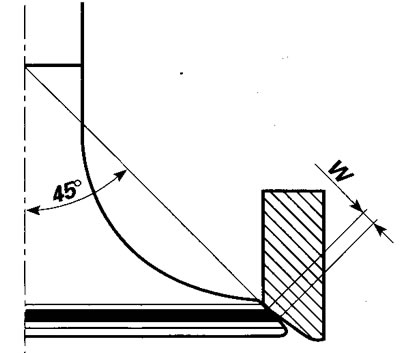
Если измеренный размер превышает указанный, отшлифуйте седло. Проверьте, заполнив впускной и выпускной каналы топлива, отсутствие утечек; если они есть, проверьте, чтобы на уплотнительных поверхностях не было заусенцев.
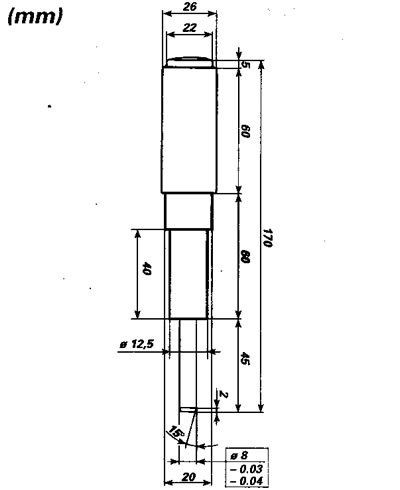
Замена направляющей клапана
Если вам необходимо заменить направляющую клапана, действуйте следующим образом:
- медленно и равномерно нагрейте ГБЦ в духовке до температуры 180°С/356°F;
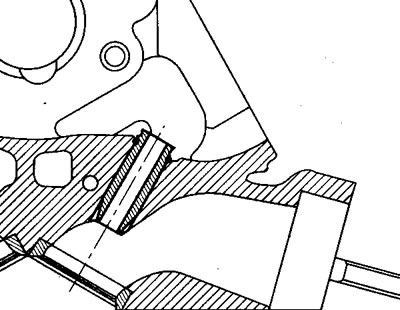
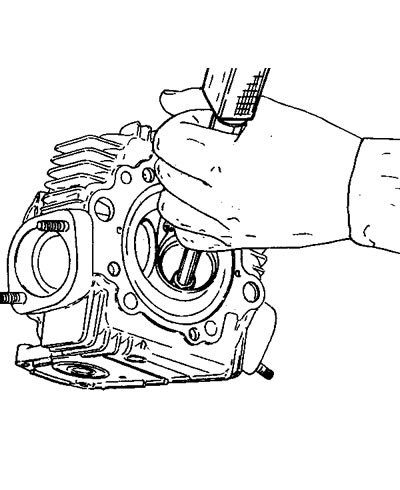
- Выбейте направляющую клапана с помощью выколотки (см. диаграмму);
- Дайте ему остыть, а затем проверьте состояние сиденья;
- Выберите наиболее подходящую направляющую клапана, учитывая посадочный налет на головку блока цилиндров 0,022+0,051 мм/0,00086-0,00200 дюйма;
- запасные направляющие клапанов поставляются с увеличенным наружным диаметром 0,03, 0,06 и 0,09 мм, уже снабженные стопорным кольцом;
- Снова нагрейте головку и охладите новую направляющую клапана сухим льдом;
- Смажьте седло и установите направляющую клапана. Прибейте стопорное кольцо к концу головки, используя пробойник, которым его снимали;
- дайте головке остыть и просверлите внутреннее отверстие:
- Внутренний диаметр направляющей выпускного клапана: 7,990–8,006 мм/0,3145–0,3152 дюйма.
- Внутренний диаметр направляющей впускного клапана: 7,980–8000 мм/0,3141–0,3149 дюйма.
 |  |
Замена седла клапана
Снимите изношенные седла и отфрезеруйте кольца. Убедитесь, что вы не повредите место на голове.
Проверьте диаметр мест на головке и выберите седло клапана увеличенного размера, учитывая, что натяг при установке должен составлять 0,11–0,16 мм/0,0043–0,0063 дюйма. Запасные седла клапана поставляются с увеличенным наружным диаметром 0,03 и 0,06 мм..
медленно и равномерно нагрейте головку блока цилиндров в духовке до температуры 180°C/356°F и охладите седла сухим льдом.
Расположите сиденья ровно по квадрату на своих местах, используя описанный выше пробойник.
Дайте ему остыть, а затем протачивайте сиденья в месте соединения воздуховодов с новыми сиденьями. Затем притираем клапана.
Осторожно! Не используйте шлифовальную пасту после окончательного фрезерования.