
The letter indicating the cylinder size class is stamped on the cylinder-head mating face; the piston size class letter is stamped on the crown in between the two recesses.

If the pistons have been separated from their cylinders, before reassembling these components, position the piston ring gaps at 120° from one another (the markings must always face the piston crown).
Use a universal tool to carefully insert the piston into the cylinder (first lubricate the inside of the cylinder with engine oil). Position the cylinder with the smallest valve pockets facing the exhaust port.

Remove any deposits and degrease the contact surfaces of the crankcase and the cylinders.
Check that the dowel (1) is installed on the crankcase.

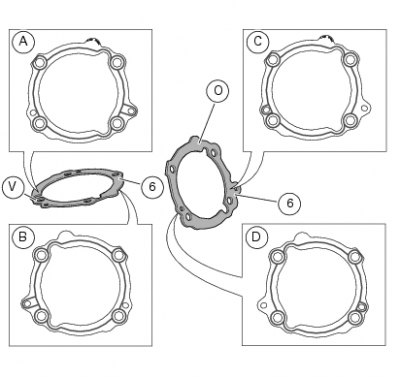
Apply a bead of liquid gasket to the contact faces of the gasket (6): the exact configuration of the bead of liquid gasket varies according to whether the gasket is for the (6) for the vertical cylinder (V) and the horizontal cylinder (O). The illustrations below the the various configurations:
- Face in contact with cylinder barrel - vertical cylinder (A)
- Face in contact with crankcase - vertical cylinder (B)
- Face in contact with cylinder barrel - horizontal cylinder (C)
- Face in contact with crankcase - horizontal cylinder (D)
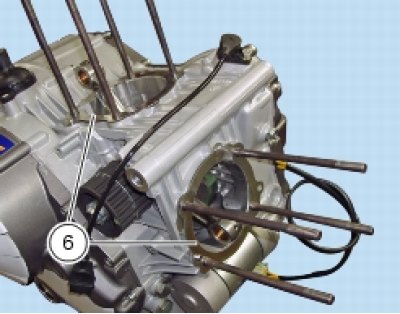
Locate the gasket (6) on the crankcase with the word "TOP" facing upwards.

Using service tool no. 88700.5644, bring the small end of the connecting rod up to near TDC. Fit the piston–cylinder assembly on the crankcase studs.

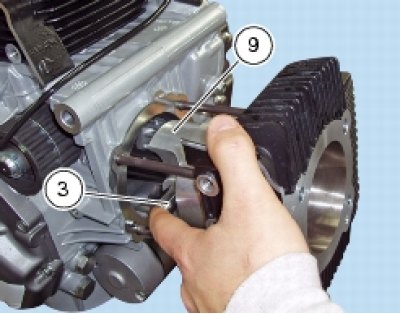
Push the connecting rod small end into the piston close to the gudgeon pin (3) bore. Lubricate and insert the gudgeon pin. The gudgeon pin must slide smoothly in the connecting rod small end bush and in the piston (9).
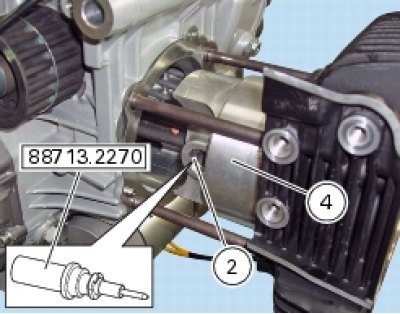
Stuff the crankcase opening with a cloth to prevent foreign objects from falling inside and then fit the circlip (2) using service tool 88713.2270.
Caution! Always fit new circlips (2) on reassembly.
Push the cylinder barrel (4) down until it seats against the crankcase.
Caution! Locate the locating dowel (7), head gasket (11) and centring bushes (10).

Repeat the procedure for the other cylinder.
| Operation | Section reference |
| Refit the cylinder heads | Refitting the cylinder heads |