
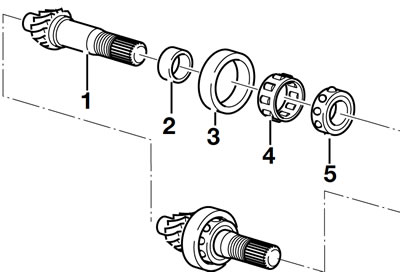
Note: Clean the threads of the input bevel pinion prior to assembly.
- Heat the inner race (2) to 100°C (212°F) and push onto input bevel pinion (1) until seated.
- Slide outer race (3) together with roller cage (4) onto inner race (2).
Note: Do not overheat the ball cage.
- Heat ball thrust bearing (5) to 100°C (212°F) and push onto input bevel pinion (1) until seated.
- Allow input bevel pinion to cool down.