

Специальный инструмент:
- Держатель резца седла клапана, 04: 57001-1275 [B]
- Держатель резца седла клапана: 57001-1128 [C]
[Для седла впускного клапана]
- Фреза седла клапана, 45°— ∅ 24: 57001-1113
- Фреза седла клапана, 32°- ∅ 25: 57001-1118
- Фреза седла клапана, 60°- ∅ 25: 57001-1328
[Для седла выпускного клапана]
- Резак седла клапана. 45°- ∅ 27,5: 57001-1114
- Фреза седла клапана, 32°- ∅ 28: 57001-1119
- Резак седла клапана. 60°- ∅ 27: 57001-1409
★ Если инструкции производителя недоступны, выполните следующую процедуру.
Уход за посадочным резаком
1. Эта фреза для седла клапана разработана для шлифования клапана перед ремонтом. Поэтому резак нельзя использовать для каких-либо иных целей, кроме ремонта седла.
2 Не роняйте и не ударяйте фрезу седла клапана, иначе частицы алмаза могут упасть.
3 Обязательно нанесите моторное масло на фрезу седла клапана перед шлифовкой поверхности седла. Также смойте прилипшие к фрезе прилипшие к фрезе частицы промывочным маслом.
Примечание. Не используйте проволочную щетку для удаления металлических частиц с резака. Он удалит алмазные частицы.
4. Установив держатель резака седла клапана в нужное положение, управляйте резаком одной рукой. Не прилагайте слишком много силы к ромбовидной части.
Примечание. Перед заточкой нанесите на фрезу моторное масло, а во время работы смывайте прилипшие к фрезе измельченные частицы промывочным маслом.
5. После использования промойте его промывочным маслом и перед хранением нанесите тонкий слой моторного масла.
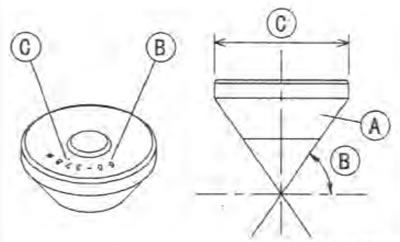
Маркировка, нанесенная на резак
Метки, нанесенные на задней стороне ножа [A], обозначают следующее.
- 60°— Угол резца [B]
- ∅ 37,5 — Наружный диаметр фрезы [C]
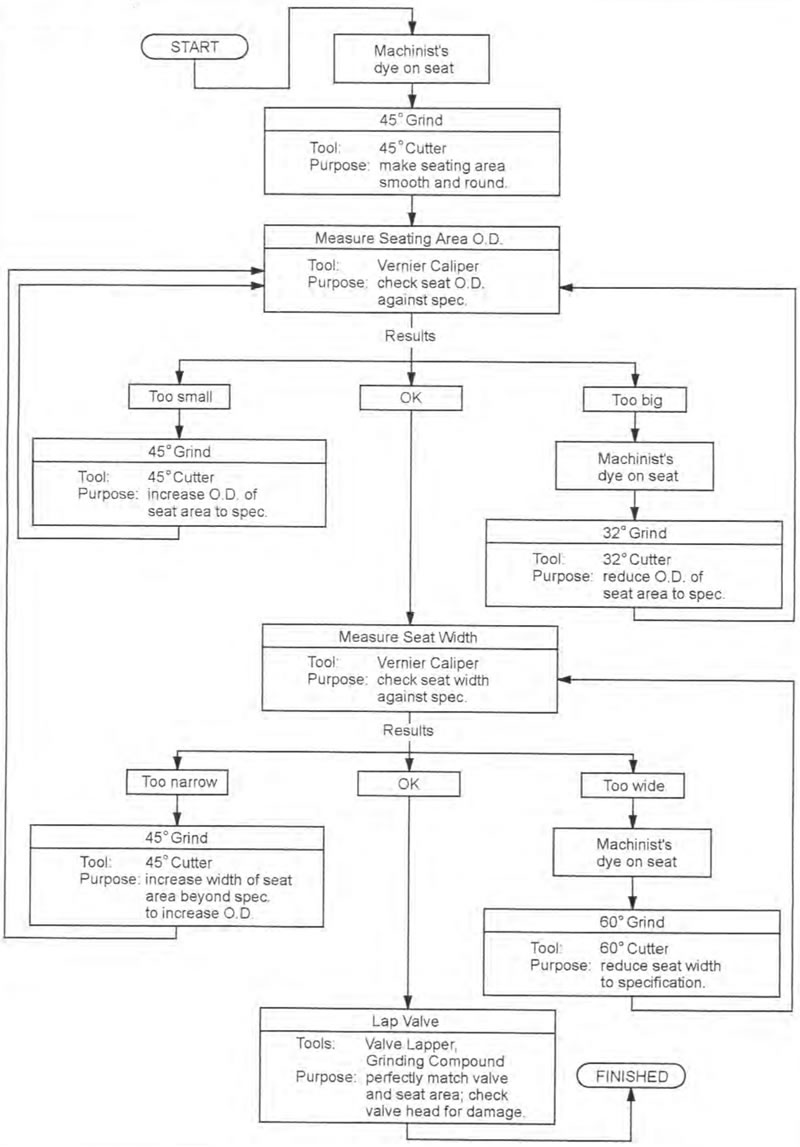
Операционные процедуры
Тщательно очистите зону сиденья.
Покройте сиденье машинной краской.
Вставьте фрезу под углом 45°в держатель и вставьте ее в направляющую клапана.
Слегка нажмите на ручку и поверните ее вправо или влево. Шлифуйте посадочную поверхность только до тех пор, пока она не станет гладкой.
Осторожно! Не шлифуйте сиденье слишком сильно. Перешлифовка приведет к уменьшению зазора клапана из-за утопления клапана в головку. Если клапана слишком глубоко упадут в головку, отрегулировать зазор будет невозможно, и головку блока цилиндров придется заменить.
Измерьте внешний диаметр посадочной поверхности штангенциркулем.
★ Если внешний диаметр посадочной поверхности слишком мал, повторите шлифовку на 45 градусов, пока диаметр не окажется в пределах указанного диапазона.
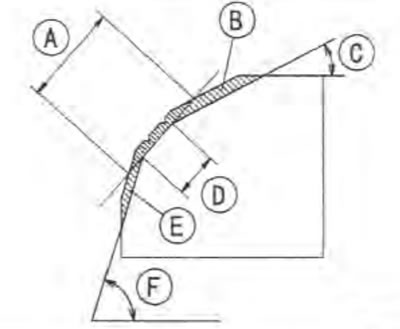
- Увеличенная ширина зацепления [A] за счет обработки фрезой под углом 45°
- Объем грунта [B] фрезой 32°
- 32°[С]
- Правильная ширина [D]
- Объем грунта [E] фрезой 60°
- 60°[Ф]
Измерьте внешний диаметр посадочной поверхности штангенциркулем.
★ если внешний диаметр посадочной поверхности слишком мал, повторите шлифовку под углом 45°[A] до тех пор, пока диаметр не окажется в пределах указанного диапазона.

Оригинальная посадочная поверхность [B].
Примечание.
- Удалите все дефекты с поверхности земли под углом 45°.
- После шлифовки фрезой под углом 45°нанесите тонкий слой машинной краски на посадочную поверхность. Это делает посадочную поверхность более четкой и упрощает операции шлифовки под углом 32°и 60°.
- При замене направляющей клапана обязательно отшлифуйте ее фрезой под углом 45°для центрирования и хорошего контакта.
★ Если внешний диаметр посадочной поверхности слишком велик, выполните заточку на 32°, как описано ниже.
Если наружный диаметр [A] посадочной поверхности находится в пределах указанного диапазона, измерьте ширину седла, как описано ниже.

Зашлифуйте седло под углом 32°[B] до тех пор, пока внешний диаметр седла не окажется в пределах указанного диапазона.
Чтобы выполнить заточку под углом 32°, вставьте фрезу под углом 32°в держатель и вставьте ее в направляющую клапана.
Поворачивайте держатель по одному обороту, слегка нажимая на него. Проверяйте сиденье после каждого поворота.
Осторожно! Нож с углом 32°удаляет материал очень быстро. Регулярно проверяйте внешний диаметр седла во избежание перешлифовки.
О После заточки на 32°вернитесь к шагу измерения наружного диаметра седла, указанному выше.
Чтобы измерить ширину сиденья, используйте штангенциркуль и измерьте ширину части сиденья под углом 45°в нескольких местах вокруг сиденья.
★ Если ширина седла слишком узкая, повторите шлифовку на 45°, пока седло не станет слишком широким, а затем вернитесь к шагу измерения наружного диаметра седла, указанному выше.
★ Если ширина сиденья слишком велика, выполните заточку на 60°[A], как описано ниже.

★ Если ширина седла находится в пределах указанного диапазона, притирайте клапан к седлу, как описано ниже.
Отшлифуйте седло под углом 60°, пока ширина седла не окажется в пределах указанного диапазона.
Чтобы выполнить заточку под углом 60°, вставьте фрезу под углом 60°в держатель и вставьте ее в направляющую клапана.
Поверните держатель, слегка нажимая на него.
После заточки на 60°вернитесь к шагу измерения ширины сиденья, указанному выше.
Правильная ширина [B].
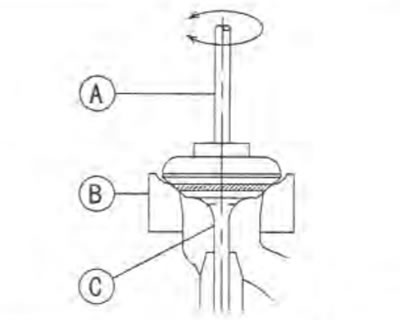
Притирайте клапан к седлу, как только ширина седла и наружный диаметр окажутся в пределах указанных выше диапазонов.
Нанесите немного грубой шлифовальной пасты на лицевую поверхность клапана в нескольких местах вокруг головки клапана.
Вращайте клапан против седла до тех пор, пока шлифовальная паста не образует гладкую, совпадающую поверхность как на седле, так и на клапане.
Повторите процедуру с мелкошлифовальной пастой.
- [А] Лаппер
- [B] Седло клапана
- [С] Клапан
Зона посадки должна быть отмечена примерно посередине поверхности клапана.
★ Если седло клапана находится на неправильном месте, убедитесь, что клапан является правильной деталью. Если это так, то, возможно, его слишком много переформулировали; замени это.
Перед сборкой обязательно удалите весь шлифовальный состав.
Когда двигатель собран, обязательно отрегулируйте зазор клапанов (смотрите Регулировка зазора клапана).
Ремонт седла клапана